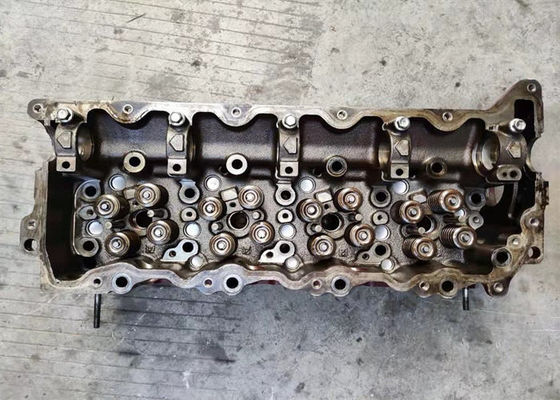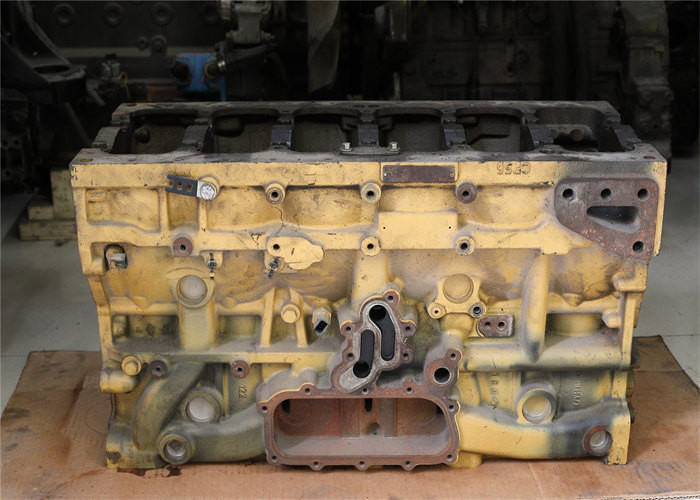
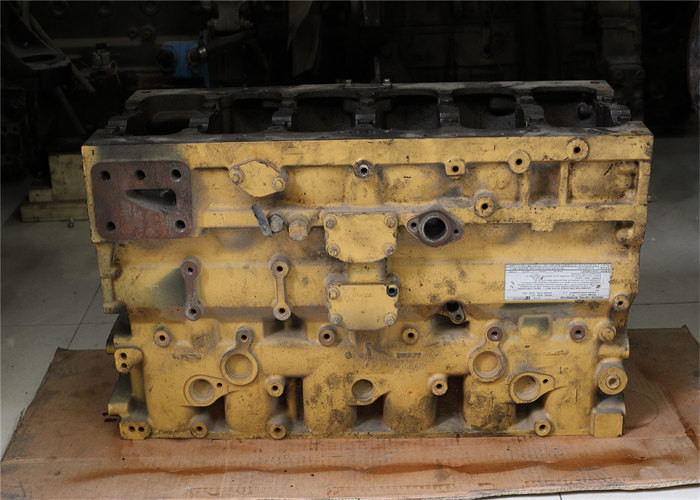
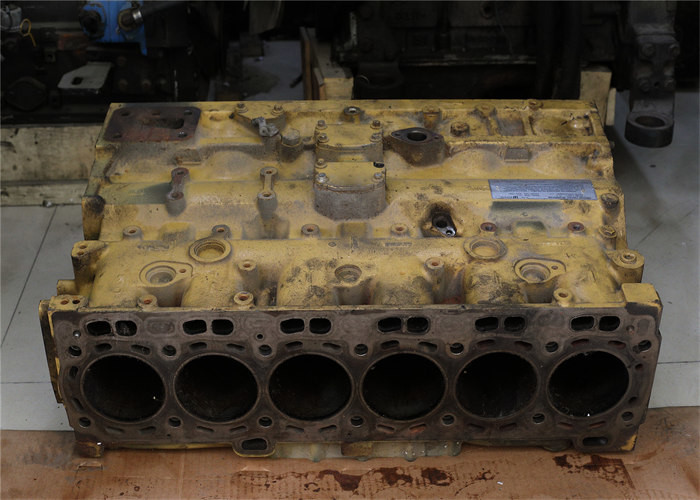
بلوک های موتور دیزلی مورد استفاده C6.6 برای خنک کننده آب بیل مکانیکی E320D E320D2
مشخصات
| نام خودرو: بلوک سیلندر موتور |
| شماره مدل: C6.6 |
| نوع موتور: دیزلی |
| کاربرد: بیل مکانیکی |
| شیر: 24 سوپاپ |
| خنک کننده: خنک کننده با آب |
| تزریق: برقی |
| فرم کار: توربو |
شرح
تکنیک های سنجاق
آخرین مرحله در تعمیر ترک سرد این است که بالای پینها یا شاخهها را با یک لقمهی نرم در یک چکش بادی فرو کنید.پینینگ قسمت بالای پین ها را تغییر شکل می دهد و به ترکیب آنها با فلز اطراف کمک می کند.Peening همچنین رزوه های بالایی را برای مهر و موم بدون نشتی فشرده می کند.سپس میتوان پینها را در صورت لزوم آسیاب کرد، و به دنبال آن، برای ترمیم تقریباً نامرئی، پوست را بیشتر کرد.
پس از اتمام تعمیرات روی سر سیلندر، سر سیلندر باید مجدداً تحت فشار آزمایش شود تا از عدم نشتی اطمینان حاصل شود.اگر نشتیهای کوچک وجود داشته باشد، اغلب میتوان آنها را با سوراخ کردن اضافی و/یا نصب پینهای اضافی برطرف کرد.همچنین، از فشار زیاد هوا برای آزمایش مجدد سر استفاده نکنید، زیرا ممکن است سیلر نخ را قبل از خشک شدن کامل به بیرون فشار دهد.
گزینه های جوشکاری
irontite_tapered_plugs_1اگر سر یا بلوک ترک خورده را نمی توان با پر کردن ترک ها با پین یا شاخه ترمیم کرد، جوشکاری گزینه دیگری است.برای سرهای چدن، این شامل جوشکاری کوره، جوشکاری اسپری شعله یا لحیم کاری می شود.با سرهای آلومینیومی، جوشکاری TIG خواهد بود.
برای جوشکاری در کوره نیاز به جوشکار ماهر و گرم کردن سر در کوره با دمای 1000 تا 1400 درجه فارنهایت (رنگ قرمز متوسط) است.سر باید کاملاً تمیز باشد و راهنماهای سوپاپ، نشیمنگاه ها و هرگونه ناودانی باید قبل از جوشکاری برداشته شوند.ترک همچنین باید تا جلیقه آب آسیاب شود تا میله پرکننده (که باید همان آلیاژ سر باشد) را بپذیرد.
جوشکاری با مشعل استیلن و شعله خنثی انجام می شود.پس از پر شدن ترک، سر باید در یک پتوی عایق پیچیده شود تا از سرد شدن خیلی سریع آن جلوگیری شود (که می تواند منجر به لکه های سخت یا ترک های اضافی شود).سرعت سرمایش نباید از 200 درجه فارنهایت در ساعت تجاوز کند، بنابراین باید 6 تا 7 ساعت طول بکشد تا دوباره به دمای اتاق برسد.
![]()
![]()
![]()