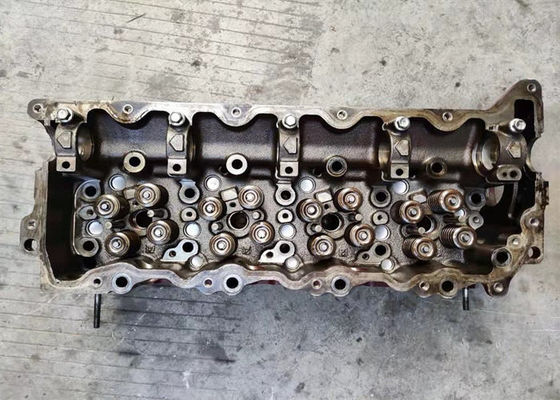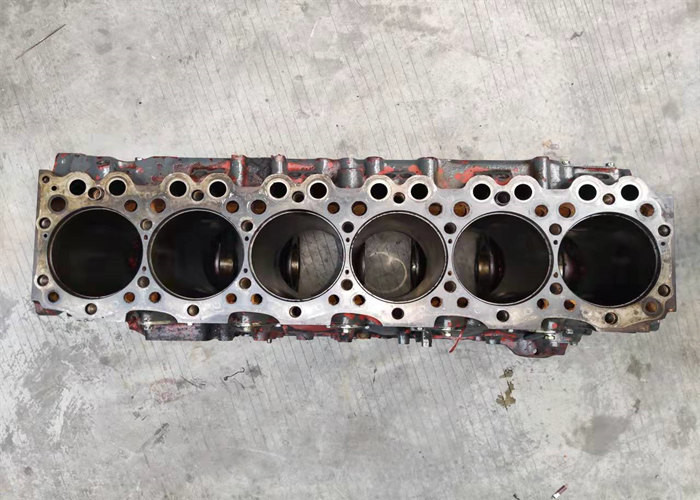
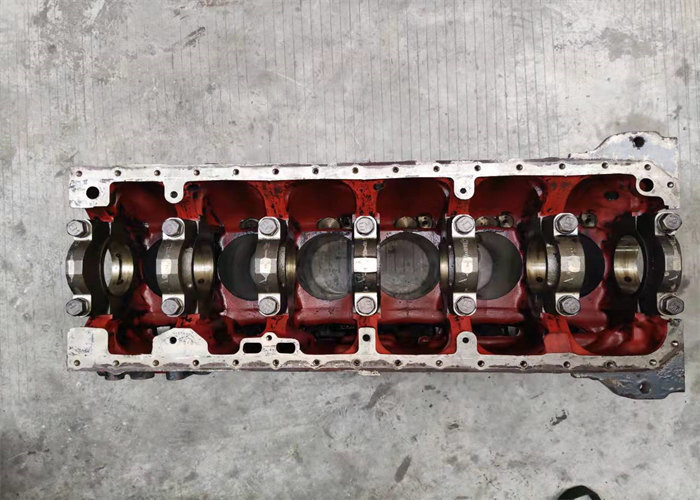
بلوک های موتور کارکرده دیزلی EP100 برای بیل مکانیکی EX300 - 1 آب خنک کننده
مشخصات
| نام خودرو: بلوک سیلندر موتور |
| شماره مدل: EP100 |
| نوع موتور: دیزلی |
| کاربرد: بیل مکانیکی |
| شیر: 12 سوپاپ |
| تعداد سیلندر: 6 عدد |
| تزریق: مستقیم |
| فرم کار: توربو |
شرح
ریخته گری فشاری
بر خلاف فرآیند HPDC، پر کردن قالب در ریخته گری فشاری به آرامی و در یک حرکت عمودی انجام می شود.بنابراین قالب بدون آخال های گاز قابل توجهی پر می شود و قطعات معمولاً می توانند به طور کامل عملیات حرارتی و جوش داده شوند.پر شدن رضایت بخش قالب و اجتناب از آخال اکسید را می توان با کنترل فرآیند مناسب تضمین کرد.اما حداقل ضخامت دیواره باید کمی بیشتر از فرآیند HPDC باشد.
در عمل، روش ریختهگری فشاری عمدتاً برای نفوذ قطعات استفاده میشود، به عنوان مثال برای ادغام موضعی کامپوزیتهای زمینه آلومینیومی به عنوان آستر سیلندر در بلوکهای موتور.
ریخته گری گرانشی (GDC)
در فرآیند ریختهگری قالب دائمی از یک قالب فولادی دائمی استفاده میشود که مذاب آلومینیوم تحت تأثیر گرانش درون آن ریخته میشود.در مقایسه با فرآیند HPDC، پیچیدگی اجزای ریختهگری را میتوان با استفاده از هستههای شن و ماسه برای ایجاد برشها و اشکال داخلی پیچیده در ریختهگری افزایش داد.استفاده از آب خنک کننده و تغذیه کننده منجر به انجماد جهت دار می شود و از این رو می توان به ریخته گری های صوتی با مقدار کم نقص دست یافت.پر کردن را می توان با استفاده از پر کردن فشار کم یا فرآیند Rotacast® بهبود داد.
با توجه به فرآیند سریع انجماد، قالبهای قالب دائمی دارای ساختاری متراکم و ریزدانه با ویژگیهای استحکام خوبی هستند.همراه با امکان عملیات حرارتی T5 یا T6، خواص مکانیکی حاصل به طور قابل توجهی بالاتر از آنهایی است که می توان با فرآیند HPDC به دست آورد.
دو نوع فرآیند ریخته گری دائمی قالب وجود دارد، فرآیند قالب دائمی کج و فرآیند کم فشار.در فرآیند کج کردن، قالب به سمت دهانه ریختن کج می شود و سپس با پیشرفت ریختن به آرامی به حالت عمودی برمی گردد.در فرآیند کم فشار، مذاب در کوره ریخته گری تحت فشار پنوماتیک قرار می گیرد و در برابر نیروی گرانش از طریق یک لوله افزایشی وارد قالب می شود.
![]()
![]()
![]()